




Комплексный анализ процесса нанесения покрытия на литий-ионные батареи и контроля дефектов
2026-03-28
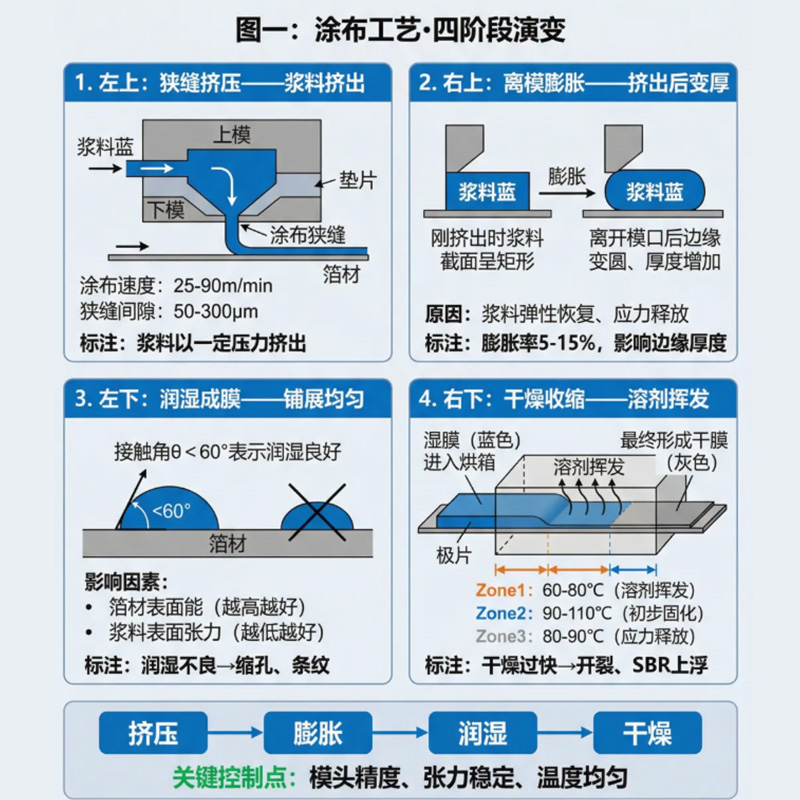
1.Микропоры: В основном вызваны плохой смачиваемостью материала или наличием посторонних примесей (таких как частицы с низким поверхностным натяжением) в суспензии. Непосредственно связаны с несоответствием поверхностного натяжения, что приводит к неравномерной толщине кромок.
2.Пузырьки: Причины включают попадание воздуха из-за дефектов в структуре трубы возврата суспензии, попадание пыли в воздуховод печи и всплывание SBR. Пузырьки являются благоприятной средой для саморазряда и осаждения лития, что серьезно влияет на срок службы батареи.
3.Полосы/уплотнения/трещины: В основном вызваны недостаточным сцеплением нижележащего слоя из-за всплывания SBR, чрезмерно быстрым высыханием, препятствующим снятию внутренних напряжений, или чрезмерно низким содержанием твердых частиц. Это приводит к адгезии роликов, образованию заусенцев при резке и деградации батареи в течение нескольких циклов.
4.Колебания натяжения, разница температур в печи и подпрыгивание заднего ролика: это три ключевых параметра дефектов оборудования, вызывающие отслаивание активного материала, повышение внутреннего сопротивления и значительно увеличивающие риск образования литиевого налета и прокола сепаратора.
5.Оптимизация оборудования: модернизация системы контроля натяжения (например, магнитный порошковый тормоз), модификация сушильной печи (улучшение равномерности воздушного потока и оптимизация углов сопел) и строгое соблюдение стандартов технического обслуживания головки пресс-формы.
6.Управление технологическим процессом: использование устройств с вытяжными колбами (снижение скорости образования пузырьков на 76%), регулирование стабильности суспензии (например, использование модифицированного SBR, контроль содержания твердых веществ и скорости перемешивания) и внедрение строгого контроля чистоты (ISO5 в зоне смешивания суспензии и ISO6 в зоне нанесения покрытия).
7.Онлайн-контроль: Интеграция интеллектуальных методов контроля, таких как машинное зрение (выявление дефектов внешнего вида), ультразвуковое измерение толщины (контроль равномерности толщины) и инфракрасная тепловизионная съемка (контроль равномерности сушки), для обеспечения мониторинга в реальном времени и управления с обратной связью.
")
")
")