




Продукция




-
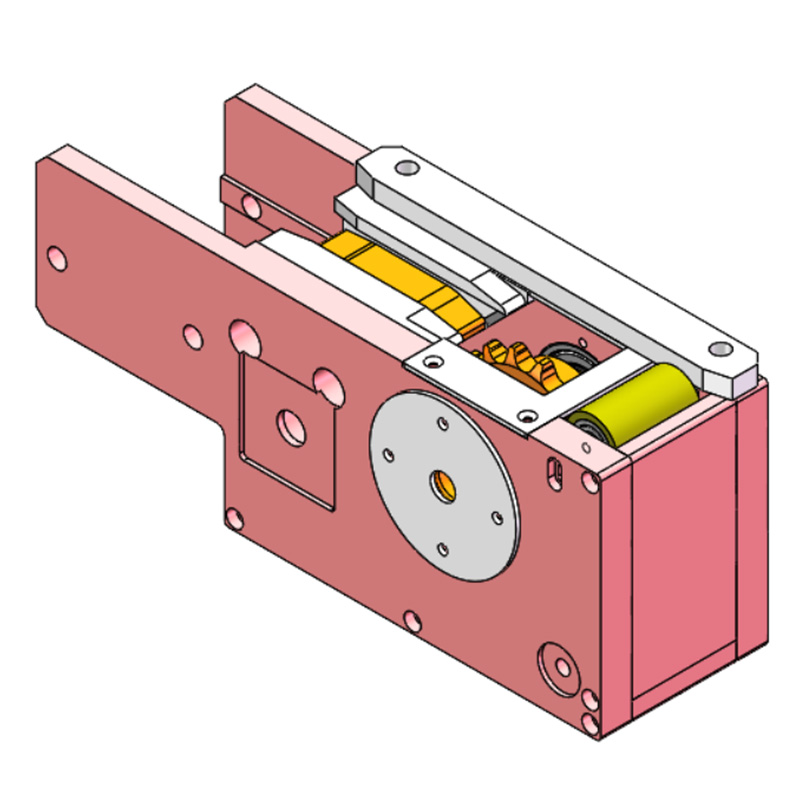
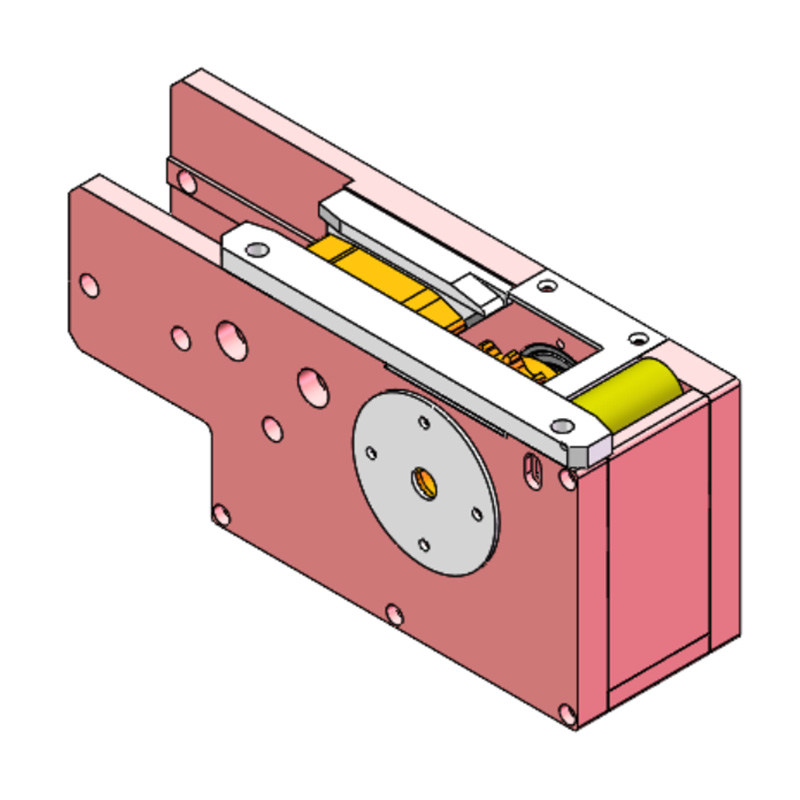
Хвостовая часть привода BS, правая (на подшипниках)
-
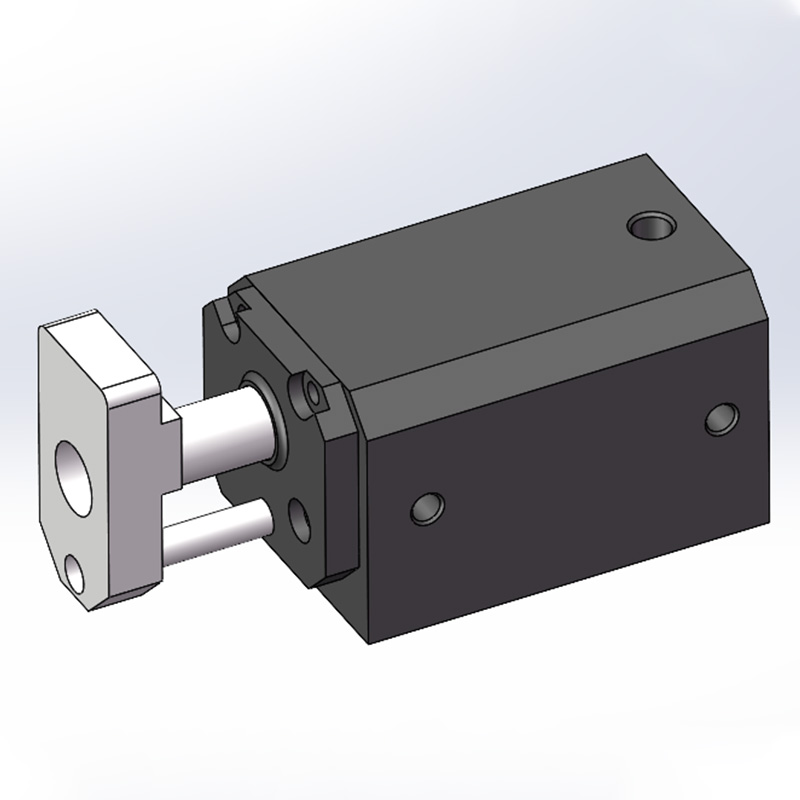
Буферный стопорный пневмоцилиндр
-
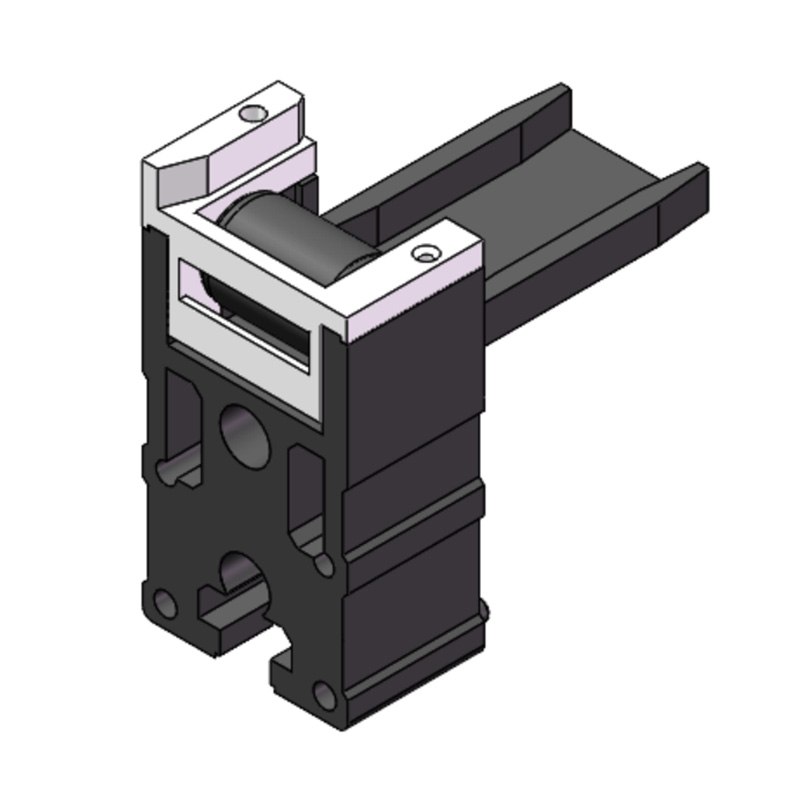
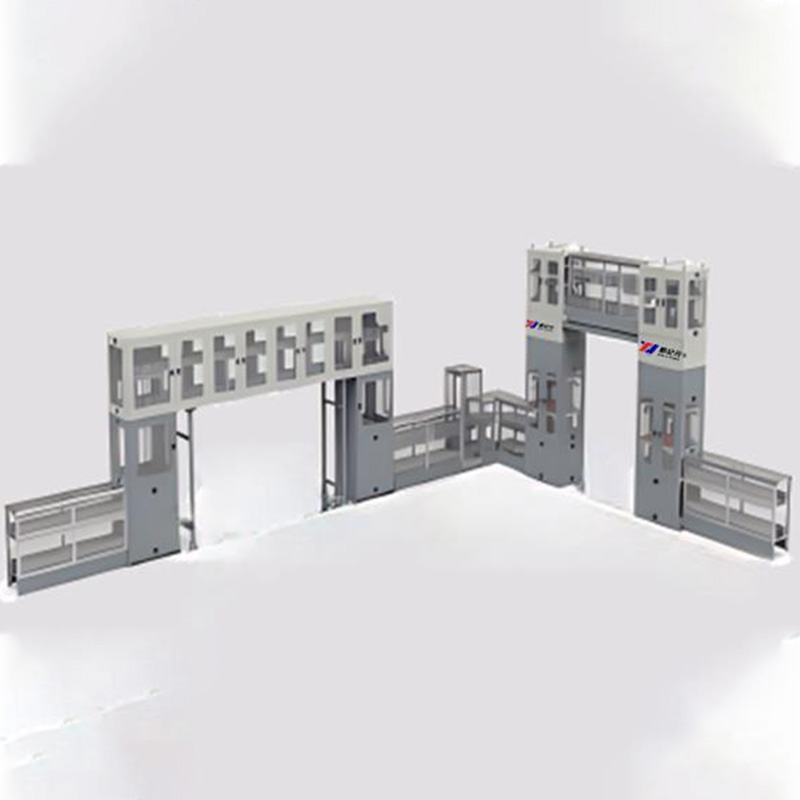
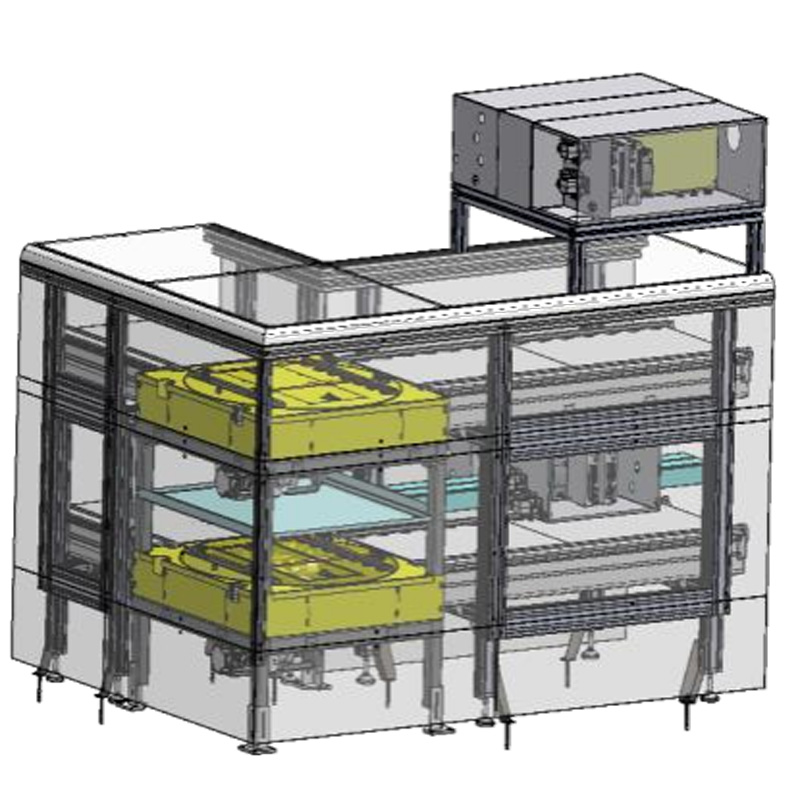
Челночный подъёмник
-
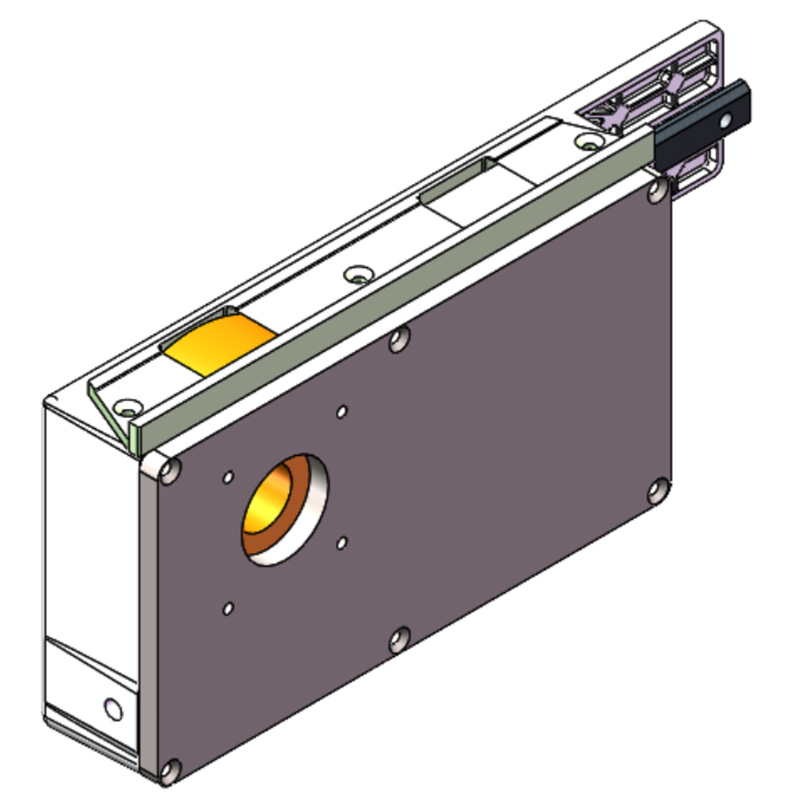
Компонент привода AS — Кронштейн двигателя, правый
-

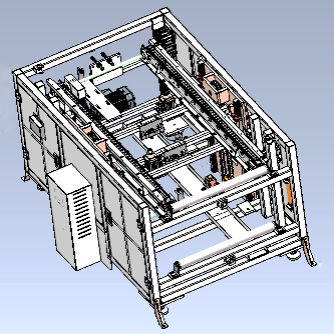
Скоростная цепная конвейерная линия
-
Хвостовая часть привода BS, левая
-
Компонент привода AS — Хвостовая часть, левая
-
Хвостовая часть привода BS, правая (на подшипниках) — специальная
-
Алюминиевый профиль для высокоскоростной линии
-
Синхронная ленточная конвейерная линия
-
Хвостовая часть привода, правая
-
Высокоскоростная магнитоприводная транспортировочная линия
-
Сервоповорот на 90 градусов
-
Хвостовая часть привода, левая
-
Стальной переходной ролик
-
Циркуляционный подъёмник

Механически обработанные детали
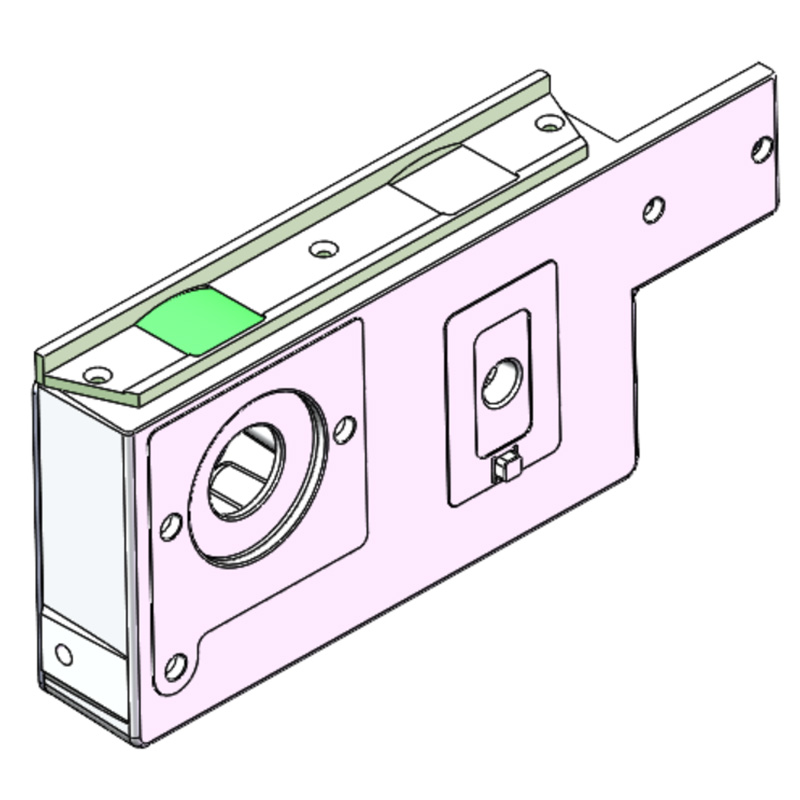
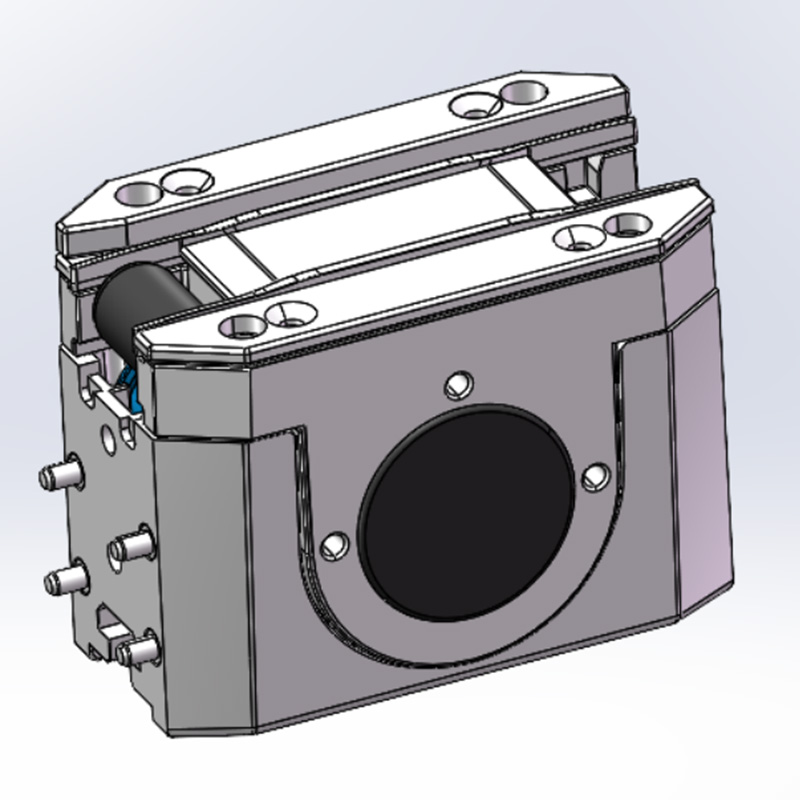
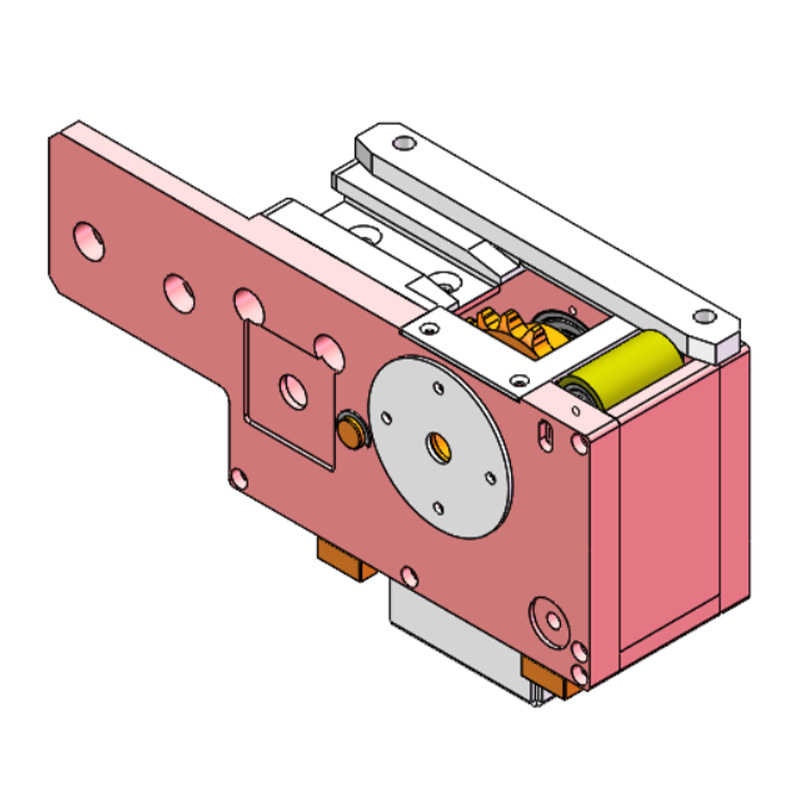
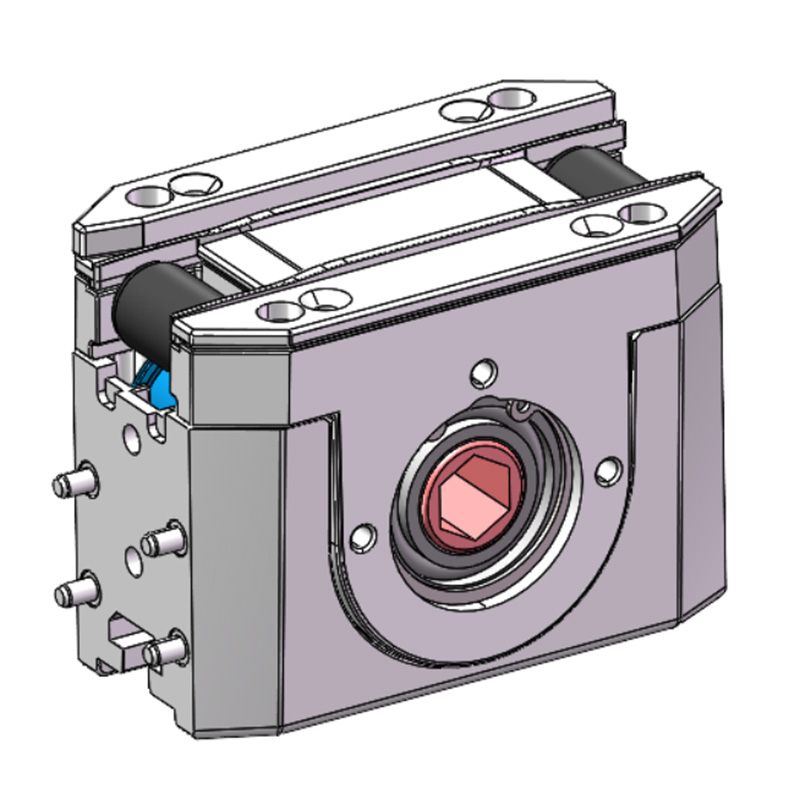
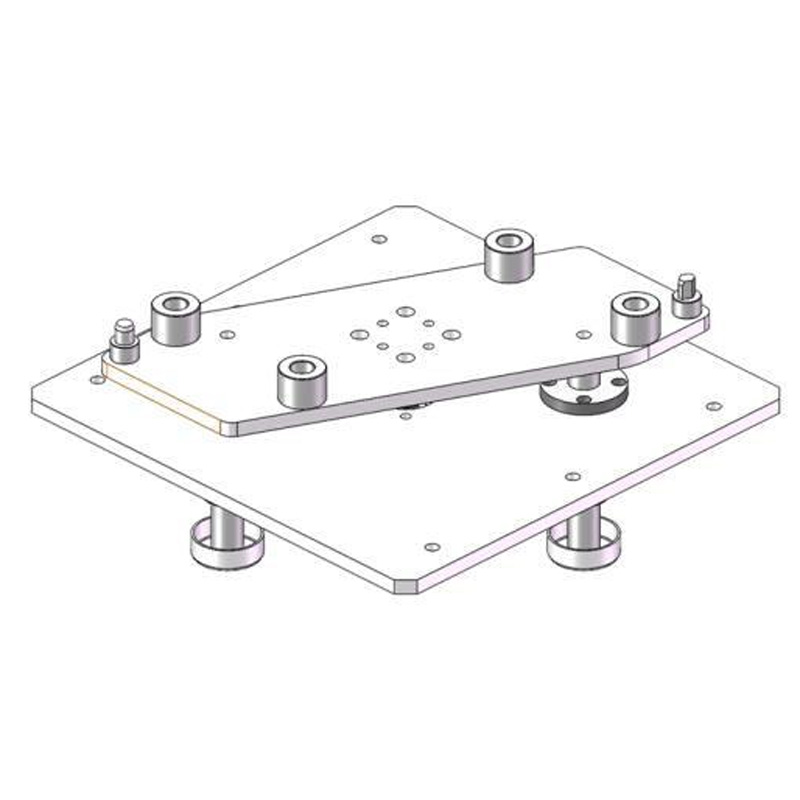
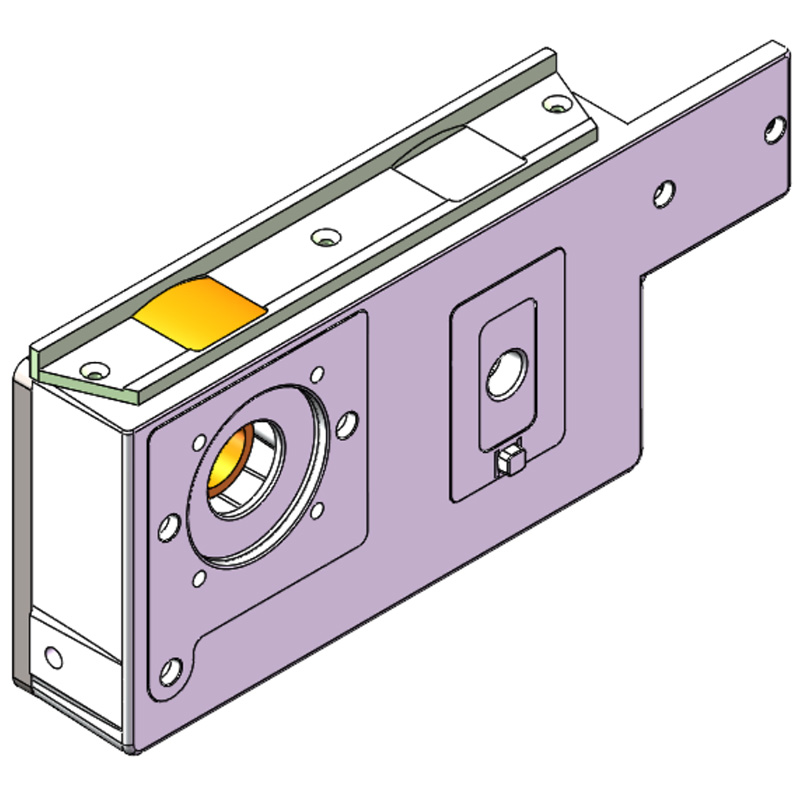
Прецизионные алюминиевые детали с обработкой на станках с чпу Настоящая серия прецизионных алюминиевых деталей, обработанных на станках с ЧПУ, изготавливается из высококачественного алюминиевого сплава и подвергается высокоточной пятиосевой обработке с числовым программным управлением, сочетая...
Описание
маркер
Прецизионные алюминиевые детали с обработкой на станках с чпу
Настоящая серия прецизионных алюминиевых деталей, обработанных на станках с ЧПУ, изготавливается из высококачественного алюминиевого сплава и подвергается высокоточной пятиосевой обработке с числовым программным управлением, сочетая лёгкость конструкции и превосходную структурную прочность. Продукция охватывает широкий спектр форм, включая фасонные конструктивные элементы, корпусные детали и кожухи, фланцевые основания и функциональные узлы, что позволяет удовлетворять индивидуализированные потребности в таких областях, как автоматизированное оборудование, интеллектуальные терминалы, медицинская техника, промышленный привод и других.
Точность обработки достигает микронного уровня, размерные допуски строго контролируются. Поверхность подвергается тонкой пескоструйной обработке или анодированию, обеспечивая равномерную текстуру и высокую коррозионную стойкость, что позволяет адаптировать детали к жёстким промышленным условиям эксплуатации. Каждое изделие проходит строгий контроль качества, гарантирующий полное соответствие допусков формы и расположения, а также чистоты поверхности проектным стандартам, что обеспечивает быструю сборку и стабильную работу. Мы осуществляем изготовление по чертежам заказчика и можем выполнить индивидуальную обработку сложных конструкций и специальных технологических требований в соответствии с потребностями клиента, предоставляя высоконадёжные и высокосогласованные решения по прецизионным компонентам для производства высокотехнологичного оборудования.
| Производственные возможности | ||
| Элемент | Оборудование | Количество комплектов |
| 1 | Фрезерный станок с ЧПУ | 14 |
| 2 | Токарный станок с ЧПУ | 11 |
| 3 | Прецизионная электроэрозионная обработка проволокой | 1 |
| 4 | Электроэрозионная обработка проволокой | 5 |
| 5 | Штамповочный станок для маховиков (63, 40, 25, 20 и 1 тонна) | 6 |
| 6 | Гидравлический штамповочный станок (200 тонн) | 1 |
| 7 | Обычный фрезерный станок | 5 |
| 8 | Обычный токарный станок | 5 |
| 9 | Плоскошлифовальный станок | 1 |
| 10 | Шлифовальный станок для инструментов | 2 |
| 11 | Притирочный станок | 3 |
| 12 | Аддитивно-сварочный аппарат | 2 |
| 13 | Пескоструйный аппарат | 2 |
| 14 | Шелкотрафаретный станок | 1 |
| 15 | Нарезной станок | 4 |
| Производственные возможности | |||
| Рабочий диапазон (XxYxZ) мм | 500 x 300 x250 | ||
| Максимальная загрузка (масса обрабатываемого материала в кг) | 100 | ||
| Параметр | Символ | Состояние (мм) | Точность обработки (мм) |
| Прямолинейность | - | 1L≤50,1T≤10 50<L≤100,10<T≤20 100<L≤200,20<T≤30 |
0.008 0.010 0.015 |
| Плоскостность | ▱ | 1L≤50,1<T≤10 50<L≤100.10<T≤20 100<L≤200.20<T≤30 |
0.012 0.015 0.020 |
| Округлость | ◯ | 1<∅D≤10,1<T≤10 10<∅D≤50,10<T≤20 50<∅D≤100,20<T≤30 |
0.005 0.010 0.015 |
| Цилиндричность | ⌭ | 1<∅D≤10,1<T≤10 10<∅D≤50,10<T≤20 50<∅D≤100,20<T≤30 |
0.008 0.012 0.020 |
| Профиль линии | ⌒ | 1<L≤50,1<T≤10 50<L≤100,10<T≤20 100<L≤200,20<T≤30 |
0.010 0.015 0.020 |
| Профиль поверхности | ⌓ | 1<L≤50,1<T≤10 50<L≤100,10<T≤20 100<L≤200,20<T≤30 |
0.012 0.018 0.025 |
| Угловость | ∠ | 1<L≤50,1<K≤10 50<L≤100,10<K≤20 100<L≤200,20<K≤30 |
0.008 0.010 0.015 |
| Перпендикулярность | ⊥ | 1<L≤50,1<T≤10 50<L≤100,10<T≤20 100<L≤200,20<T≤30 |
0.008 0.010 0.015 |
| Параллельность | ∥ | 1<L≤50,1<T≤10 50<L≤100,10<T≤20 100<L≤200,20<T≤30 |
0.015 0.020 0.030 |
| Положение | ⊕ | 1<(M,N)≤50 50<(M,N)≤150 150<(M,N)≤300 |
0.005 0.010 0.015 |
| Рабочий диапазон (X × Y × Z) мм | 600 × 300 × 300 | ||
| Максимальная загрузка (масса обрабатываемого материала в кг) | 430 | ||
| Параметр | Символ | Состояние (мм) | Точность обработки (мм) |
| Плоскость | □ | 1<L≤50, 1<T≤10 | 0.020 |
| 50<L≤100, 10<T≤20 | 0.025 | ||
| 100<L≤200, 20<T≤30 | 0.030 | ||
| Круговорот | ○ | 1<ØD≤10, 1<T≤10 | 0.010 |
| 10<ØD≤50, 10<T≤20 | 0.012 | ||
| 50<ØD≤100, 20<T≤30 | 0.020 | ||
| Цилиндричность | ρ | 1<ØD≤10, 1<T≤10 | 0.012 |
| 10<ØD≤50, 10<T≤20 | 0.015 | ||
| 50<ØD≤100, 20<T≤30 | 0.025 | ||
| Угловатость | ∠ | 1<L≤50, 1<K≤10 | 0.010 |
| 50<L≤100, 10<K≤20 | 0.020 | ||
| 100<L≤200, 20<K≤30 | 0.030 | ||
| Перпендикулярность | ⊥ | 1<L≤50, 1<T≤10 | 0.010 |
| 50<L≤100, 10<T≤20 | 0.015 | ||
| 100<L≤200, 20<T≤30 | 0.020 | ||
| Параллелизм | ∥ | 1<L≤50, 1<T≤10 | 0.020 |
| 50<L≤100, 10<T≤20 | 0.030 | ||
| 100<L≤200, 20<T≤30 | 0.040 | ||
| Позиция | ⊕ | 1<(M, N)≤50 | 0.020 |
| 50<(M, N)≤150 | 0.030 | ||
| 150<(M, N)≤300 | 0.050 | ||
| Параллелизм отверстий | ∥ | 1<T≤10 | 0.005 |
| 10<T≤20 | 0.008 | ||
| 20<T≤30 | 0.010 | ||
| Расстояние между отверстиями (М, Н) | 1<(M, N)≤50 | ±0.010 | |
| 50<(M, N)≤150 | ±0.020 | ||
| 150<(M, N)≤300 | ±0.050 | ||
| Внешний / Внутренний диаметр Допуск внешнего / внутреннего диаметра φD | φ | 1<ØD≤10, 1<T≤10 | +0.020 / -0.000 |
| 10<ØD≤50, 10<T≤20 | ±0.020 | ||
| 50<ØD≤100, 20<T≤30 | ±0.020 | ||
| Шероховатость поверхности (Ra) | Мин. 1.6 | ||
| Рабочий диапазон (X x Y x Z) мм | Ø220, L1000 | ||
| Максимальная загрузка (масса обрабатываемого материала в кг) | 50 | ||
| Параметр | Символ | Состояние (мм) | Точность обработки (мм) |
| Прямолинейность | — | 2<Ød≤15, 1<L2≤15 | 0.010 |
| 15<Ød≤50, 15<L2≤50 | 0.005 | ||
| 50<Ød≤100, 50<L2≤200 | 0.030 | ||
| Круговорот | ○ | 2<Ød≤15, 1<L2≤15 | 0.005 |
| 15<Ød≤50, 15<L2≤50 | 0.008 | ||
| 50<Ød≤100, 50<L2≤200 | 0.012 | ||
| Цилиндричность | ⌭ | 2<Ød≤15, 1<L2≤15 | 0.005 |
| 15<Ød≤50, 15<L2≤50 | 0.008 | ||
| 50<Ød≤100, 50<L2≤200 | 0.012 | ||
| Концентричность | ◎ | 2<Ød≤15, 1<L2≤15 | 0.005 |
| 15<Ød≤50, 15<L2≤50 | 0.008 | ||
| 50<Ød≤100, 50<L2≤200 | 0.012 | ||
| Круговое биение | ↗ | 2<Ød≤15, 1<L2≤15 | 0.005 |
| 15<Ød≤50, 15<L2≤50 | 0.008 | ||
| 50<Ød≤100, 50<L2≤100 | 0.015 | ||
| Полное выбивание | ↗↗ | 2<Ød≤15, 1<L2≤15 | 0.008 |
| 15<Ød≤50, 15<L2≤50 | 0.012 | ||
| 50<Ød≤100, 50<L2≤100 | 0.020 | ||
| Допуск на внешний диаметр Φd | Φ | 2<Ød≤15, 1<L2≤15 | ±0.003 |
| 15<Ød≤50, 15<L2≤50 | ±0.005 | ||
| 50<Ød≤100, 50<L2≤100 | ±0.008 | ||
| Внутренний диаметр Допуск на внутренний диаметр ΦD |
Φ | 1<H≤20, 15<ØD≤30 | ±0.008 |
| 20<H≤30, 30<ØD≤100 | ±0.012 | ||
| 30<H≤100, 100<ØD≤200 | ±0.015 | ||
| Шероховатость поверхности (Ra) | Мин. 0,8 | ||
| Элемент | Оборудование | Поставщик | Страна | Кол-во | Разрешение | Примечание |
| 1 | Автоматическая координатно-измерительная машина (КИМ) | АЕХ | Китай | 1 | 0.002 mm | 500mm x 600mm x 400mm |
| 2 | Оптическая измерительная система (двумерная оптическая измерительная система) | Иссон | Тайвань | 1 | 0.001mm | 300mm x 200mm x 200mm |
| 3 | Измеритель шероховатости поверхности | Митутойо | Япония | 1 | 0.4 um | Диапазон измерения высоты: 350 мкм, размах: 7,5 мм |
| 4 | Гарантия высоты | Митутойо | Япония | 3 | 0.001 mm | 280mm x 54mm x 310mm |
| 5 | Проектор профиля | Митутойо | Япония | 1 | 0.001 mm | 49 x 49mm |
| 6 | Микроскоп для инструментальных работ | Никон | Япония | 1 | 0.005 mm | 102 x 52mm |
| 7 | Стереомикроскоп | КЁВА | Япония | 12 | ||
| 8 | Гранитная плита | Ран | США | 2 | Калибровочный класс | 1200 x 900mm / 600 x 900 mm |
| 9 | Гранитная плита | аэрокосмический | Китай | 1 | Калибровочный класс | 240 x 240mm |
| 10 | Штангенциркуль | Эталон | Швейцария | 60 | 0.02 mm | 150mm |
| 11 | Верниерный штангенциркуль | Производство измерительных инструментов в Гуйлине | Китай | 9 | 0.02 mm | 300mm x 5/200mm x 1/600mm x 2 |
| 12 | Цифровой штангенциркуль | Ято | Китай | 2 | 0.02 mm | 150mm |
| 13 | Блочные калибры | Чэндуское производство измерительных инструментов | Китай | 46 | 0.0001" | (0,1-4 дюйма) x 8 / (1-100 мм) x 38 |
| 14 | Измерительный прибор для отверстий (внутренний микрометр) | Марпосс | Италия | 9 | ± 0.001 mm | |
| 15 | Микрометр для резьбы | Митутойо | Япония | 3 | ± 0.01 mm | |
| 16 | Внешний микрометр | Митутойо | Япония | 23 | ± 0.001 mm | (0-25mm) x 24/(0.-150mm) x 1/(25-50mm) x 2 |
| 17 | Индикатор часового типа | Павлин | Япония | 9 | ± 0.001 mm | 0.14 - 0.28 mm |
| 18 | Индикатор часового типа | Гуанлу | Китай | 4 | ± 0.01 mm | 0 - 20 mm |
| 19 | Напильник для проверки закалки | Гибкая панель | США | 6 | HRC40-65 | |
| 20 | Штангенциркуль | Мейер | США | 303 | ± 0.0002in | |
| 21 | Штангенциркуль | Мейер | США | 240 | ± 0.0002in | |
| 22 | Штангенциркуль | Вермонт | США | 286 | ± 0.005mm | |
| 23 | Оптический плоский калибр | Шаньси Эйрлайнз Хунфэн | Китай | 12 | ± 0.001 mm | |
| 24 | Калибр кольцевой резьбы | JBO | Япония | 29 | ||
| 25 | Катализатор резьбовой пробки | JBO | Япония | 29 | ||
| 26 | Катализатор трубной резьбы | JBO | Япония | 3 |
| Черный металл | ||
| Серийный номер изделия | Материал | Тип |
| 1 | 1050 | Пружинная сталь |
| 2 | 1065 | Пружинная сталь |
| 3 | 1080 | Пружинная сталь |
| 4 | 1095 | Пружинная сталь |
| 5 | A2 | Штамповая сталь для холодной обработки |
| 6 | A3 | Углеродистая сталь |
| 7 | A6 | Углеродистая сталь |
| 8 | 12L14 | Сталь для свободной обработки |
| 9 | ASP-23 | Порошковая быстрорежущая сталь |
| 10 | D-2 | Штамповая сталь для холодной обработки |
| 11 | DC53 | Штамповая сталь для холодной обработки |
| 12 | DF-2 | Штамповая сталь для холодной обработки |
| 13 | M2 | Быстрорежущая инструментальная сталь |
| 14 | S45C | Углеродистая конструкционная сталь |
| 15 | S50C | Углеродистая конструкционная сталь |
| 16 | SS400 | Углеродистая конструкционная сталь |
| 17 | XW-5 | Штамповая сталь для холодной обработки |
| 18 | XW-41 | Штамповая сталь для холодной обработки |
| 19 | SUS301/1/4,1/2,3/4,FH | Аустенитная нержавеющая сталь |
| 20 | SUS302/1/4,1/2,3/4,FH | Аустенитная нержавеющая сталь |
| 21 | SUS303 | Аустенитная нержавеющая сталь |
| 22 | SUS304/FH | Аустенитная нержавеющая сталь |
| 23 | SUS316 | Аустенитная нержавеющая сталь |
| 24 | SUS410 | мартенситная нержавеющая сталь |
| 25 | SUS416 | мартенситная нержавеющая сталь |
| 26 | SUS420/H(S136) | мартенситная нержавеющая сталь |
| 27 | 440C | мартенситная нержавеющая сталь |
| 28 | SUS630(17-4PH) | Нержавеющая сталь, упрочненная путем осаждения |
| 29 | SUS631(17-7PH) | Нержавеющая сталь, упрочненная путем осаждения |
| 30 | S20910(Nitronic 50) | Сверхкоррозионностойкая нержавеющая сталь |
| Серийный номер изделия | Материал | Тип |
| 1 | AL1050 | Мягкий алюминиевый сплав |
| 2 | AL1060 | Мягкий алюминиевый сплав |
| 3 | AL1070 | Мягкий алюминиевый сплав |
| 4 | AL1100 | Мягкий алюминиевый сплав |
| 5 | AL2011 | Высокопрочный алюминиевый сплав |
| 6 | AL2024 | Высокопрочный алюминиевый сплав |
| 7 | AL5052 | Коррозионностойкий алюминиевый сплав |
| 8 | AL6061 | Конструкционный алюминиевый сплав |
| 9 | AL6063 | Конструкционный алюминиевый сплав |
| 10 | AL7075 | Высокопрочный алюминиевый сплав |
| 11 | C1100 | Красная медь |
| 12 | C1720 | Бериллиевая бронза |
| 13 | C2860 | Латунь |
| 14 | C3604 | Свинцовая латунь |
| 15 | C5191 | Фосфорная медь(CuP) |
| 16 | C5210 | Оловянная бронза |
| 17 | Хромовая медь | Хромовая медь(CuCr) |
| 18 | Никельовая медь | Медно-никелевый сплав (CuNi) |
| 19 | Вольфрамовая медь | Вольфрамовая медь(CuW) |
| 20 | Титан TA, TC | Промышленный чистый титан (Ti) |
| Неметаллические материалы | ||
| Серийный номер изделия | Материал | Химическое название |
| 1 | АКРИЛОВЫЙ | Полиакриловая кислота (ПАА) |
| 2 | ПК | Поликарбонат |
| 3 | ПП | Полипропилен |
| 4 | ПВХ | Поливинилхлорид |
| 5 | БАКЕЛИТ | Фенольная смола |
| 6 | Гаролит Марка Г-10 (ФР-4) | Эпоксидная смола из стекловолокна |
| 7 | Гаролит Марка Г-9 | Эпоксидная смола из стекловолокна |
| 8 | Нейлон | полиамид |
| 9 | MC501 | полиамид |
| 10 | Semitron ESD225 | Антистатическая ацетальная смола |
| 11 | Semitron ESD420 | Антистатическая ацетальная смола |
| 12 | Semitron ESD520 | Антистатическая ацетальная смола |
| 13 | Pomalux-SD | Антистатическая ацетальная смола |
| 14 | Дерлин | Ацетальная смола |
| 15 | Тефлон | Политетрафторэтилен (ПТФЭ) |
| 16 | Пик | Полиэфирэфиркетон (PEEK) |
| Серийный номер ТОВАР |
Покрытие | использовать | Цветовой внешний вид |
| 1 | Хроматное конверсионное покрытие | Оно способно стабилизировать контактное сопротивление и служить в качестве подложки под краску, повышая коррозионную стойкость. | Золотой / Прозрачный |
| 2 | Анодирование алюминия / Твердое анодирование | Электроизоляция, повышенная коррозионная стойкость и улучшенная твердость поверхности. | Различные цвета |
| 3 | Электрофоретическое покрытие | Антикоррозийное покрытие, декоративное покрытие | Различные цвета |
| 4 | Порошковая живопись | Антикоррозийное покрытие, декоративное покрытие | Различные цвета |
| 5 | Алмазоподобное углеродное покрытие (DLC-покрытие) | Антикоррозионные свойства, повышенная твердость поверхности и смазывающие свойства. | Зависимость от ингредиентов Зависимость от процесса |
| 6 | Оксид черного медного сплава | Предотвращение окисления. Декорирование. | Черный с синим |
| 7 | Твердое хромирование | Повышает твердость поверхности, предотвращает ржавление и улучшает коррозионную стойкость. | Яркое серебро |
| 8 | Хромирование | Декоративное оформление, защита от ржавчины и окисления. | Яркое серебро |
| 9 | Золотое покрытие | Декоративное оформление повышает электропроводность. | Золотой |
| 10 | Химическое никелирование | Декоративное оформление, защита от ржавчины и окисления. | Яркий серебристый (белый) |
| 11 | Никелирование | Декоративное оформление, защита от ржавчины и окисления. | Яркий серебристый (белый) |
| 12 | Серебряное покрытие | Проводимость электрических и электромагнитных волн, декоративный элемент. | Яркий серебристый (белый) |
| 13 | Лужение | Декоративное покрытие, защита от ржавчины, защита от окисления и паяный слой. | Яркий серебристый (белый) |
| 14 | Покрытие из нитрида титана (TiN-покрытие) | Обладает антикоррозийными свойствами, повышает твердость поверхности и предотвращает окисление. | Титановое золото |
| 15 | Цинковое покрытие | Обладает антикоррозийными, декоративными свойствами и повышает коррозионную стойкость. | Белый, синий, многоцветный, черный. Цвет поверхности подтверждается в соответствии с требованиями. |

связаться с нами
Сопутствующие популярные продукты
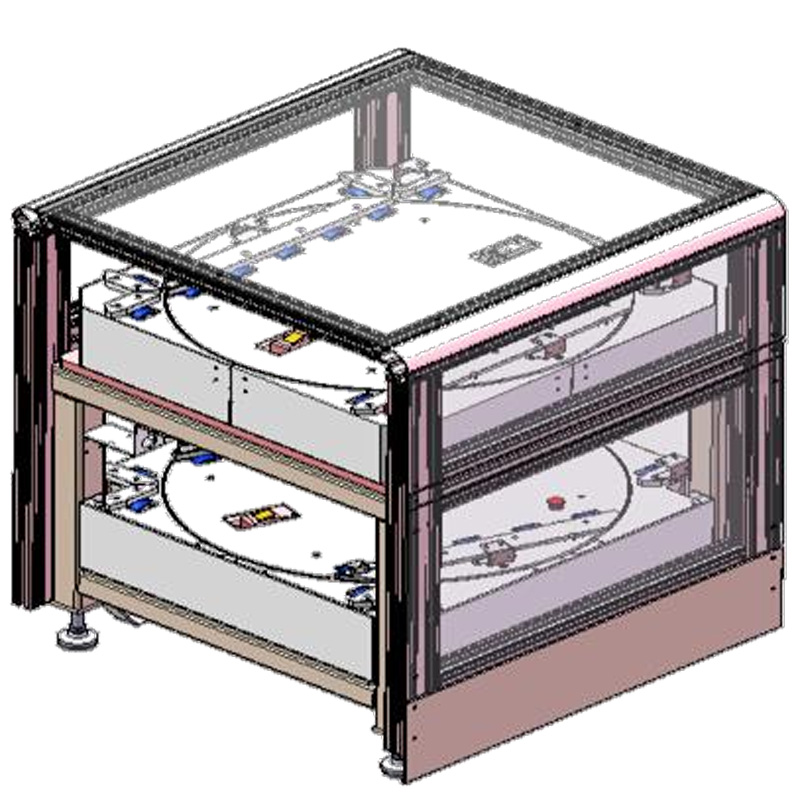
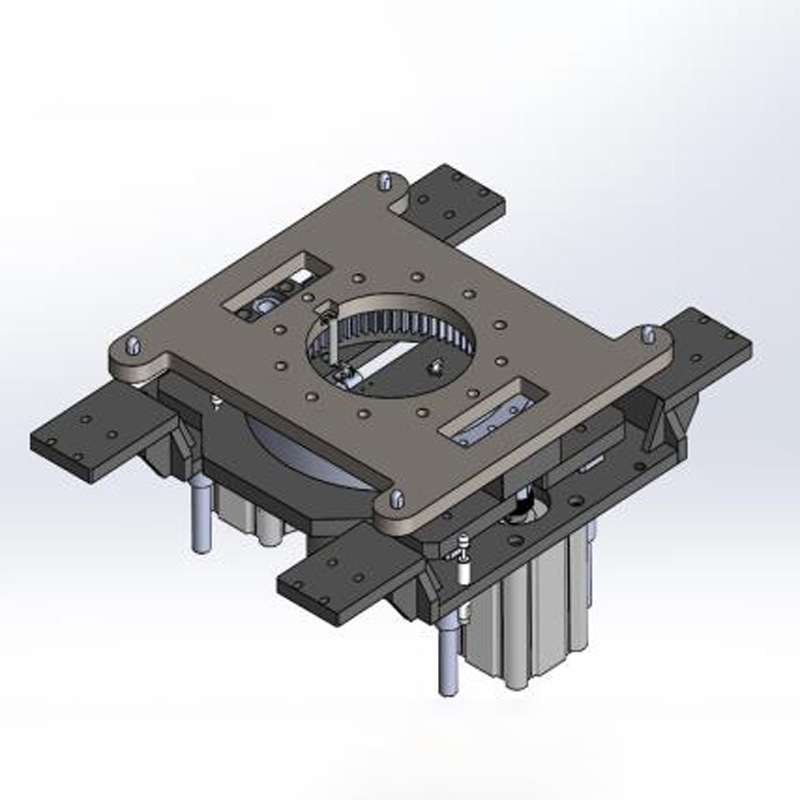
Высокоскоростная роликовая поворотная платформа
Высокоскоростная роликовая поворотная платформа представляет собой автоматизированное оборудовани...
Подъём и вращение
Конвейерная линия с синтетической лентой — функция подъёма и вращения Функция подъёма и вращения ...

Синхронный ремень — под заказ
Синхронные ремни (также известные как зубчатые ремни или ремни ГРМ) — это высокоточные гибкие ком...
Стальной переходной ролик
Переходные ролики из чугуна являются основными направляющими и передающими компонентами, использу...
Хвостовая часть привода, левая
Приводная головка для цепей с плоской вершиной — это ключевой компонент, специально разработанный...
Головка привода BS
Приводная головка BS — это прецизионный основной компонент, разработанный специально для различны...
Подъём и поперечное перемещение
Конвейерная линия с синтетической лентой — функция подъёма и поперечного перемещения Функция подъ...
Хвостовая часть привода BS — средняя, на игольчатых подшипниках
Хвостовая часть привода BS — со средним подшипником — это прецизионно изготовленный компонент, сп...
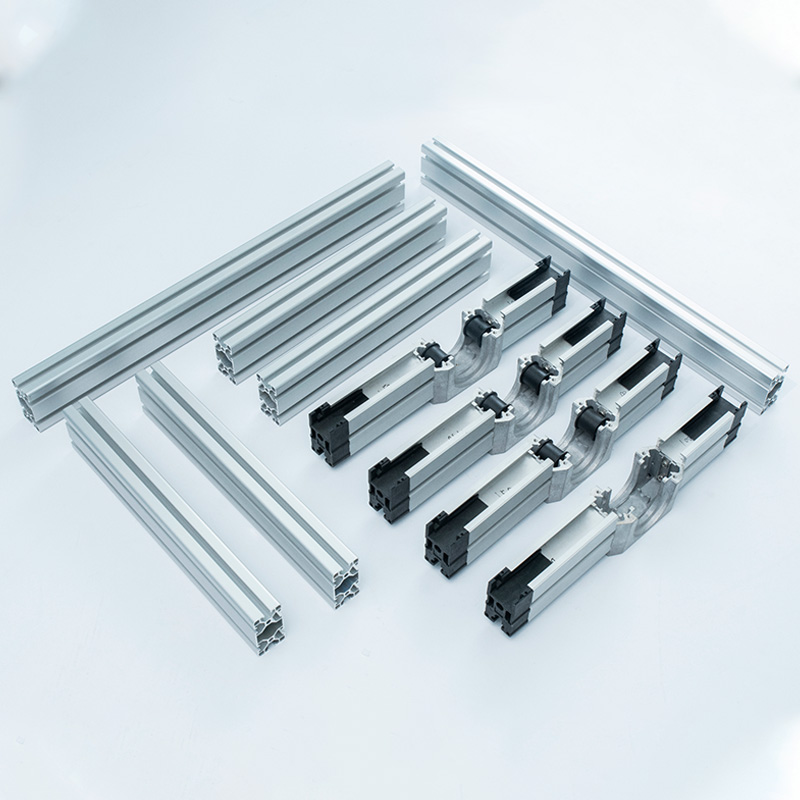
Алюминиевый профиль для высокоскоростной линии
Эта серия алюминиевых профилей, разработанных специально для высокоскоростных линий, предназначен...
Ведомая хвостовая часть плоскозвенной цепи, левая
Приводная головка для цепей с плоской верхней частью — это ключевой компонент, специально разрабо...
Головка привода BS (шестигранный синхронный шкив)
Приводная головка BS (шестигранный синхронный шкив) — это прецизионный силовой компонент, объедин...
Подъём и позиционирование
Конвейерная линия с синтетической лентой — функция подъёма и позиционирования Функция подъёма и п...
Компонент привода AS — Кронштейн двигателя, левый
Приводной блок AS представляет собой прецизионный компонент трансмиссии, объединяющий выходную мо...